















 1361 / 1378
1361 / 1378

1361
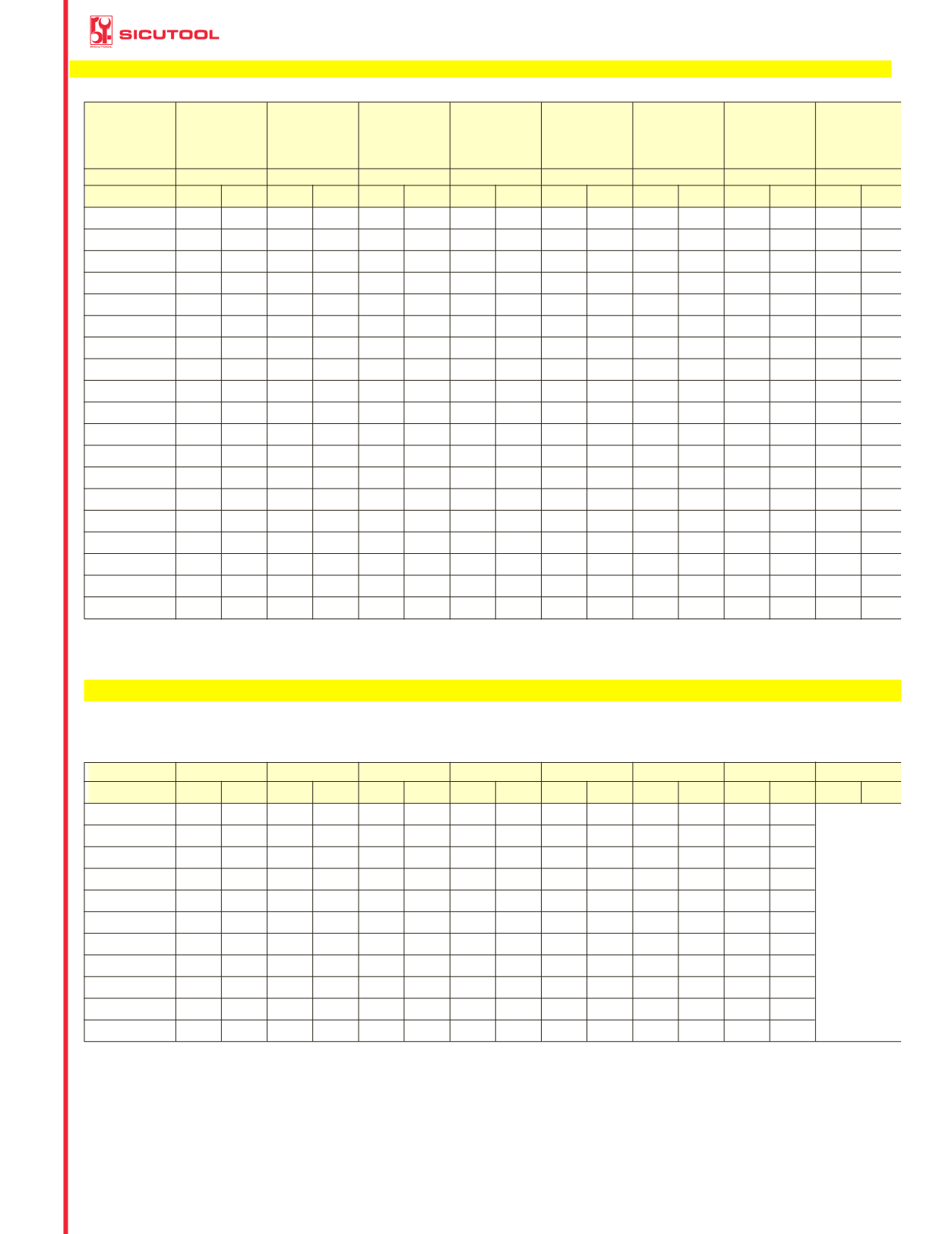
FRESE FRONTALI - NUMERO DI GIRI E AVANZAMENTO (VALORI ORIENTATIVI)
Tabella N. 40
Non usare
FRESE A SGROSSARE - NUMERO DI GIRI E AVANZAMENTO (VALORI ORIENTATIVI)
Tabella N. 41
Ø
2
3
4
5
6
7
8
9
10
12
14
16
18
20
22
25
28
30
32
n
s
5000 28
3150 28
2500 32
2000 36
1600 63
1400 63
1250 71
1120 80
1000 112
800 125
710 140
630 160
560 160
500 140
450 140
400 140
355 125
315 125
315 125
n
s
4000 22
2800 25
2000 25
1600 28
1400 56
1120 56
1000 63
900 63
800 90
710 112
560 112
500 125
450 125
400 112
355 112
315 112
280 112
280 112
250 100
n
s
2800 14
2000 18
1400 18
1120 18
1000 40
800 40
710 40
630 45
560 45
500 80
400 80
355 90
315 90
280 80
250 80
224 80
200 71
200 71
180 71
n
s
2000 11
1400 13
1000 13
800 13
710 28
560 28
500 32
450 32
400 32
355 56
280 56
250 63
224 63
200 56
180 56
160 56
140 56
140 56
125 50
n
s
5600 32
4000 36
2800 36
2240 40
1800 71
1600 80
1400 80
1250 90
1120 125
900 140
800 160
710 180
630 180
560 160
500 160
450 160
400 160
400 160
355 140
n
s
8000 32
5600 32
4000 32
3150 36
2800 71
2240 71
2000 80
1800 80
1600 90
1400 112
1120 112
1000 148
900 180
800 160
710 160
630 140
560 112
560 140
500 125
n
s
11200 63
7100 63
5600 63
4500 80
3550 140
3150 140
2800 160
2500 180
2240 250
1800 280
1600 315
1400 355
1250 355
1120 315
1000 315
900 315
800 280
710 280
710 280
n
s
25000 100
16000 100
12500 100
10000 125
8000 200
7100 224
6300 250
5600 250
5000 280
4000 315
3550 355
3150 560
2800 560
2500 500
2240 500
2000 450
1800 400
1800 450
1600 400
V = 32 m/min. V = 25 m/min. V = 18 m/min. V = 13 m/min. V = 35 m/min. V = 50 m/min. V = 70 m/min. V = 160 m/min
Materiale
da lavorare
Acciaio
non legato
<50 kg/mm
2
Acciaio
non legato
50-70 kg/mm
2
Acciaio legato
70-100 kg/mm
2
Ghisa<GG25
Acciaio legato
100-130 kg/mm
2
Acciaio al cromo
Ghisa<GG25
Bronzo
ottone duro
MS 63
Rame
LegheAlluminio
Alluminio al silicio
SI < 12%
Ottone
MS 58
Alluminio ricotto
Zama
Ø
10
12
14
16
18
20
22
25
28
30
32
n
s
1000 45
800 50
710 50
630 50
560 56
500 56
450 56
400 63
355 63
315 63
315 63
n
s
800 40
710 45
560 45
500 45
450 50
400 50
355 50
315 56
280 56
280 56
250 56
n
s
560 32
500 36
400 36
355 36
315 40
280 40
250 40
224 45
200 45
200 45
180 45
n
s
400 20
355 25
280 25
250 25
224 28
200 28
180 28
160 32
140 32
140 36
125 36
n
s
1120 50
900 56
800 56
710 56
630 63
560 63
500 63
450 71
400 71
400 80
355 80
n
s
1600 71
1400 80
1120 80
1000 80
900 90
800 90
710 90
630 100
560 100
560 112
500 112
n
s
2240 71
1800 90
1600 90
1400 90
1250 100
1120 100
1000 100
900 112
800 112
710 112
710 112
V = 32 m/min. V = 25 m/min. V = 18 m/min. V = 13 m/min. V = 35 m/min. V = 50 m/min. V = 70 m/min. V = 160 m/min
V = velocità di taglio in m/min.
n = numeri giri al min.
s = avanzamento in mm/min.
n
s